Hidrolik pompaların arızalanmasına yol açan kavitasyon probleminin nedenleri, belirtileri ve kesin çözüm yöntemleri.
28 Şubat, 2026
25 dk okuma
BRS PROSESMühendislik Takımı
Bakım & Onarım
Hidrolik Pompalarda Kavitasyon: Nedenleri, Termodinamik Etkileri ve Kesin Çözüm Yöntemleri
28 Şubat 2026 25 Dk Okuma BRS Proses Mühendislik Ekibi
Kavitasyon, hidrolik pompaların ve sistem elemanlarının en sinsi, öngörülemez ve yıkıcı düşmanıdır. Sıvı içindeki statik basıncın, o anki çalışma sıcaklığındaki buharlaşma basıncının (vapor pressure) altına düşmesi sonucunda sıvı içinde mikroskobik buhar veya gaz kabarcıkları oluşur. Bu kabarcıkların akışkanla beraber basıncın aniden yükseldiği bölgelere taşınıp şiddetle içe çökerek (implosion) patlaması sonucu oluşan kavitasyon fenomeni, metal yüzeylerde ciddi erozyona, performans kayıplarına ve nihayetinde milyonlarca liralık donanım hasarlarına yol açabilir. Bu kapsamlı mühendislik rehberinde, kavitasyonun akışkanlar mekaniği kökenlerini, Rayleigh-Plesset dinamiklerini, sistem üzerindeki termokimyasal etkilerini, titreşim analizi yöntemlerini ve BRS Proses'in uzmanlığında geliştirilen proaktif önleme stratejilerini en ince ayrıntısına kadar inceliyoruz.
Kavitasyon Nedir? Akışkanlar Mekaniği ve Termodinamik Perspektifi
Endüstriyel hidrolik sistemlerin kalbi olan pompalar, muazzam hidrolik güçler üretmek üzere tasarlanmış hassas makinelerdir. Ancak bu gücün üretimi sırasında akışkanın fiziksel sınırları zorlandığında, kavitasyon (cavitation) adı verilen yıkıcı termodinamik fenomen ortaya çıkar. Kavitasyon, en basit tanımıyla, bir sıvı içindeki lokal statik basıncın, sıvının o anki çalışma sıcaklığına özgü buharlaşma basıncının (vapor pressure) altına düşmesi neticesinde, sıvı moleküllerinin bir araya gelerek mikroskobik buhar boşlukları (kabarcıklar) oluşturması sürecidir. Bu durum, sıvının kaynamasıdır; ancak ısıtılarak değil, basıncı düşürülerek gerçekleşen bir faz değişimidir.
Gerçek yıkım, bu kabarcıkların oluşum aşamasında değil, pompanın basma (çıkış) hattına doğru ilerleyip yüksek basınç bölgesiyle karşılaştıklarında gerçekleşir. Yüksek statik basınca maruz kalan mikroskobik kabarcıklar, aniden ve asimetrik bir şekilde içe çöker (implosion). Bu içe çökme işlemi, akışkanlar mekaniğinde Rayleigh-Plesset denklemleri ile ifade edilen son derece karmaşık bir non-lineer dinamiktir. İçe çökme o kadar şiddetlidir ki, mikroskobik ölçekte "microjet" adı verilen ve hızları ses hızını (yaklaşık 1400 m/s) aşan sıvı jetleri oluşur. Bu mikro jetler, çevrelerindeki metal yüzeylere çarparak yerel olarak binlerce bar basınca (10.000 bar'a kadar çıkabilen anlık şok dalgaları) ve sonoluminesans etkisiyle binlerce Kelvin derece sıcaklığa ulaşan termal ve mekanik şoklar yaratır.
Zamanla bu ardışık mikroskobik şok dalgaları ve ekstrem termal dalgalanmalar, en sert çelik alaşımlarında, yüzeyi sertleştirilmiş pompa şaftlarında, sfero döküm gövdelerde ve hatta seramik veya karbür bileşenlerde bile metal yorgunluğuna (fatigue) neden olur. Malzeme yüzeyinde mikroskobik çatlaklar başlar, bu çatlaklar birleşir ve metalden parçalar kopmaya başlar. "Pitting" (karıncalanma/oyulma) olarak bilinen bu şiddetli yüzey erozyonu, kopan aşındırıcı (abrasive) partiküllerin sistemde dolaşmaya başlamasıyla aşınma döngüsünü daha da hızlandırır.
Buhar Kavitasyonu vs. Gaz Kavitasyonu (Henry Yasası): Su bazlı akışkanlarda buharlaşma basıncı sıcaklığa bağlı olarak hızla artarken, standart endüstriyel mineral hidrolik yağlarda kavitasyonun karakteristiği daha farklıdır. Mineral yağlar, atmosfer basıncında genellikle hacimsel olarak %7 ila %10 oranında çözünmüş hava (dissolved air) barındırır. Basınç düştüğünde, Henry Yasası gereğince yağın gaz çözme kapasitesi azalır ve çözünmüş hava serbest kalarak gaz kabarcıklarına dönüşür. Bu durum "havalanma" (aeration) veya "pseudo-kavitasyon" olarak adlandırılır. Oluşan bu hava kabarcıkları, klasik buhar kavitasyonundaki gibi sıvıya geri yoğuşarak kaybolmazlar; ancak basınca maruz kaldıklarında şiddetle sıkışarak inanılmaz ısılara ulaşır ve "Dizel Etkisi"ne yol açarlar.
Pompa Emiş Hattı Dinamikleri ve NPSH (Net Pozitif Emme Yüksekliği) Faktörü
Kavitasyon problemlerinin ezici bir çoğunluğu, hidrolik devrenin en düşük basınç noktası olan pompa emiş hattında (suction line) kök salar. Pozitif deplasmanlı hidrolik pompalar (dişli, paletli, eksenel pistonlu pompalar) teknik olarak yağı "emmezler". Bunun yerine, pompa içindeki dönel hareket kapalı bir hacmi periyodik olarak genişleterek, pompanın giriş portunda kısmi bir vakum (düşük basınç alanı) yaratır. Atmosferik basınç (deniz seviyesinde yaklaşık 1 bar veya 14.7 psi), tanktaki yağın yüzeyine baskı yaparak yağı bu vakum alanına, yani pompanın içine doğru iter. Atmosferik basınç sınırlı bir güçtür; yağı sadece belirli bir dirence kadar itebilir.
NPSH Analizi (NPSHa vs NPSHr)
Net Pozitif Emme Yüksekliği (NPSH), sistemin kavitasyondan ne kadar uzak olduğunun mühendislik ölçütüdür. Sistemin fiziksel tasarımının pompa girişinde sağlayabildiği mevcut enerjiye NPSHa (Available NPSH) denir. Pompa üreticisinin, pompanın kavitasyonsuz ve hasarsız çalışabilmesi için şart koştuğu minimum enerjiye ise NPSHr (Required NPSH) denir. Sistemin sağlıklı çalışabilmesi için her türlü çalışma koşulunda NPSHa > NPSHr + Emniyet Marjı denklemi sağlanmalıdır. Eğer NPSHa, NPSHr değerinin altına düşerse, kavitasyon başlar.
Peki NPSHa neden düşer ve vakum neden tehlikeli seviyelere ulaşır?
Tıkalı Emiş Filtreleri (Suction Strainers): Birçok eski nesil sistem tasarımında pompa emişine 10 veya 25 mikron gibi aşırı ince süzgeçler konulmaktadır. Bu filtreler kir ve partiküllerle tıkanmaya başladığında, akışa karşı devasa bir hidrolik direnç oluşturur. Atmosferik basınç bu direnci yenemez ve pompa girişinde şiddetli bir vakum oluşur. Modern hidrolik tasarımlarda, emiş filtreleri ya tamamen kaldırılmakta (dönüş filtrasyonuna güvenilerek) ya da en az 150 mikron genişliğinde tel kafes süzgeçler kullanılmaktadır.
Dar İç Çaplı veya Aşırı Uzun Emiş Hatları: Darcy-Weisbach denklemi, bir borudaki sürtünme kaybının boru çapının beşinci kuvvetiyle ters orantılı olduğunu gösterir. Boru iç çapının sadece birkaç milimetre dar seçilmesi veya gereğinden uzun olması, hızın artmasına ve sürtünme kayıplarının (friction losses) eksponansiyel olarak büyümesine yol açar. Bu kayıplar, doğrudan NPSHa değerinden çalınan enerjidir.
Akış Çizgilerinin Bozulması ve Dirsekler: Akışkanın yönünü aniden değiştiren 90 derecelik keskin dirsekler, redüksiyonlar veya tam açık olmayan izolasyon vanaları, lokal basınç düşüşleri (pressure drops) yaratır. Bu daralmalar akış çizgilerinin ayrılmasına (flow separation) ve ölü hacimlerde kavitasyon çekirdeklerinin büyümesine neden olur. Emiş hattında her zaman geniş süpürme (sweep) dirsekler tercih edilmelidir.
Kinematik Viskozitenin Yüksek Olması (Soğuk Başlangıç): Soğuk kış günlerinde, hidrolik yağın kinematik viskozitesi (cSt) yüzlerce veya binlerce katına çıkabilir. Yağın akmaya karşı gösterdiği bu muazzam iç direnç (kalınlaşma), pompa emişini adeta imkansız hale getirir. Pompa çalıştırıldığında, yağ pompaya yetişemez ve içeride devasa boşluklar (kavitasyon) oluşur. Bu nedenle viskozite indeksi (VI) yüksek yağlar seçilmeli ve termal yönetim sağlanmalıdır.
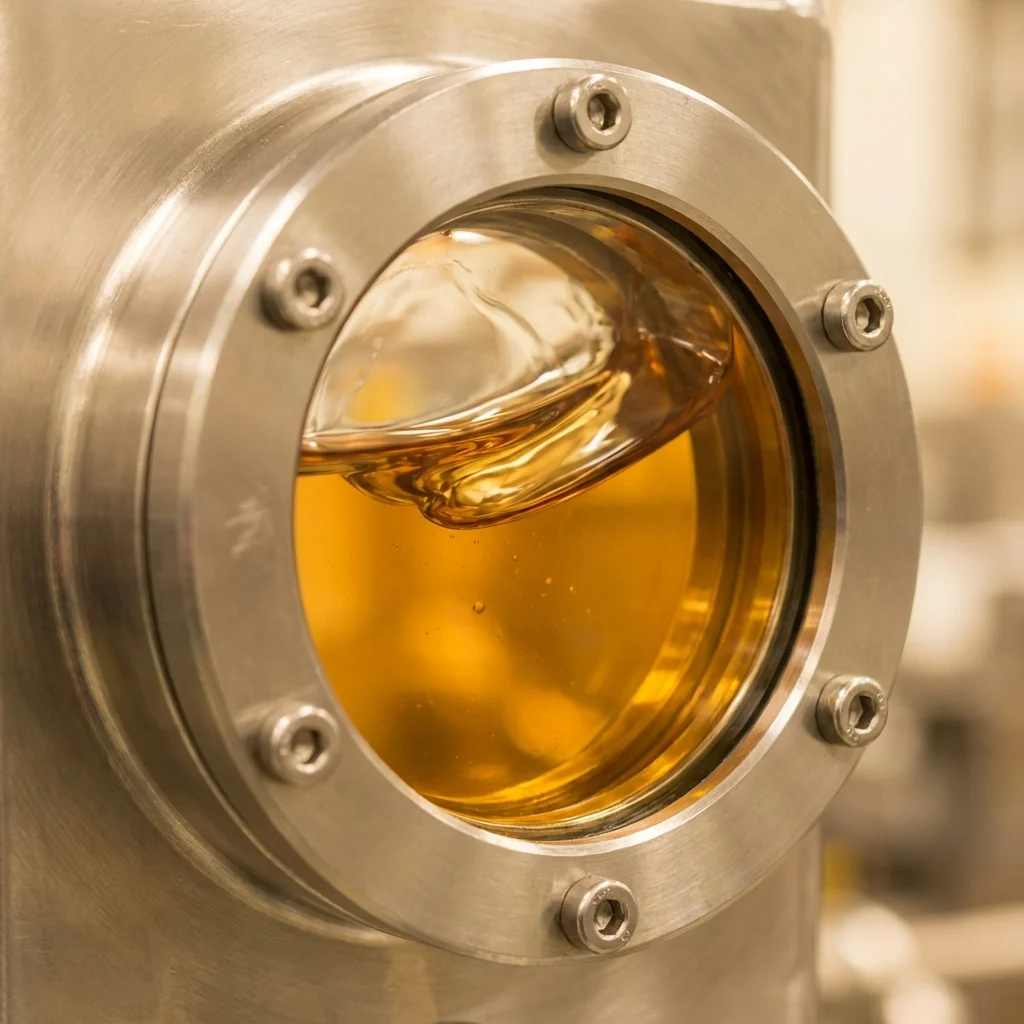
Şekil 1: Hidrolik tank içerisindeki yağın havalanması (aeration) ve yoğun köpürmesi. Bu durum, sisteme dışarıdan hava emildiğinin veya dönüş hattının türbülanslı olduğunun kesin kanıtıdır. Havalanma, kavitasyon benzeri (pseudo-cavitation) yıkıcı sonuçlar doğurur.
Serbest Havanın Sisteme Girişi (Pseudo-Kavitasyon Kaynakları)
Buhar kavitasyonunun yanı sıra, hidrolik sistemlerde çok sık karşılaşılan bir diğer yıkıcı faktör sisteme dışarıdan hava girmesidir (Aeration). Bu durum, akışkanın buharlaşmasından ziyade sisteme giren serbest havanın yarattığı problemlerdir, ancak pompaya ve valflere verdiği hasar aynı mekanizmalarla işler.
Gevşek Emiş Hattı Rakorları ve Flanşları: Emiş hattı, atmosfer basıncının altında (negatif basınçta) çalışır. Dolayısıyla, bu hattaki bir sızdırmazlık problemi (hasarlı O-ring, gevşek cıvata, çatlak rekor) dışarıya yağ sızdırmaz; tam tersine dışarıdaki havayı şiddetle içeriye, sistemin merkezine doğru emer. En tehlikeli ve tespiti en zor havalanma kaynağı budur.
Hasarlı Pompa Şaft Keçeleri (Shaft Seals): Pompanın tahrik şaftının girdiği noktadaki dinamik keçe zamanla aşınır, kurur veya sertleşirse, pompanın kendi ürettiği vakum etkisiyle motor ile pompa arasından sisteme sürekli hava emilir. Özellikle yüksek devirli eksenel pistonlu pompalarda bu durum hızla yıkıma yol açar.
Girdap (Vortex) Oluşumu: Yağ tankı (rezervuar) içerisindeki yağ seviyesi, emiş borusu ağzına çok yakınsa, pompa yağı çekerken yüzeyde bir hortum veya girdap (vortex) oluşur. Bu girdap, tankın tepe boşluğundaki serbest havayı adeta bir huni gibi doğrudan pompaya taşır.
Hatalı Tank Şaşırtması (Baffling) ve Dönüş Hattı: Sistemden geri dönen yağ, dönüş hattı filtresinden geçip tanka dökülürken hava ile karışır. Eğer tankta emiş ve dönüş bölümlerini ayıran uygun boyutlarda bir şaşırtma sacı (baffle plate) yoksa, havalı yağ dinlenip içindeki gazları tahliye edemeden (degassing) anında tekrar pompaya emilir (kısa devre). Ayrıca dönüş hattı borusunun ucu her zaman minimum yağ seviyesinin altında olmalıdır; yağın yüksekten dökülmesi (şelale etkisi) devasa miktarda havanın yağa karışmasına sebep olur.
Kavitasyonun Sisteme Verdiği Çok Boyutlu Zararlar ve Dizel Etkisi
Kavitasyon veya havalanma sorunu yaşayan bir hidrolik sistem, derhal müdahale edilmezse hızlı bir ölüm döngüsüne girer. Zararın boyutları, pompanın mekanik aşınmasından çok daha geniş bir yelpazeye, akışkanın kimyasal yapısının bozulmasına ve valflerin kilitlenmesine kadar uzanır.
Malzeme Yorgunluğu ve Şiddetli Erozyon (Pitting)
Pompa dişlilerinin profil yüzeylerinde, kanatçıklı (vane) pompaların kam halkalarında, eksenel pistonlu pompaların valf plakalarında (valve plate) ve piston pabuçlarında (slipper pad) kabarcık patlamaları, mikroskobik ölçekte ancak binlerce bar basıncında darbeler oluşturur. Bu darbeler sünek malzemelerde kraterler, sert malzemelerde ise çatlaklar yaratır. Pitting sonucu kopan parçalar, tüm sisteme yayılarak silindir keçelerini parçalar ve valf spollarını çizer.
Dizel Etkisi (Dieseling) ve Yağ Degradasyonu
Sisteme giren hava kabarcıkları veya kavitasyon boşlukları, basınç hattında yüksek basınca maruz kaldığında (örneğin 250 bar'a çıkıldığında) termodinamik olarak "Adyabatik Sıkışma" (PV^k = C) yaşarlar. Bu sıkışma o kadar hızlıdır ki, ısı dışarı atılamaz ve kabarcık içi sıcaklık saniyenin onda biri sürede 1000°C'nin üzerine çıkar. Bu olay, tıpkı dizel motorlarındaki ateşleme mantığı gibi yağın mikro seviyede yanmasına ve patlamasına neden olur. Dieseling, yağı moleküler düzeyde parçalar, oksidasyonu hızlandırır, nitrasyona sebep olur ve hidrolik yağı karartarak asidik, çamurumsu bir yapıya dönüştürür.
Yüksek Frekanslı Titreşim ve Akustik Kirlilik
Kavitasyonun operatörler ve bakım ekipleri tarafından en kolay algılanan belirtisi saptırılmış ses profilidir. Pompada sanki metal bilyeler, çakıl taşları veya leblebi dönüyormuş gibi yüksek frekanslı, çatırdayan ve sürekli değişen bir gürültü duyulur. Bu akustik emisyon sadece gürültü kirliliği değil, aynı zamanda sisteme iletilen mekanik şok dalgalarıdır. Bu titreşimler, ince cidarlı hidrolik boruların rezonansa girmesine, rekorların gevşemesine ve bağlantı noktalarında yorulma kopmalarına neden olur.
Bulk Modulus Kaybı ve Kontrol Zafiyeti
Hidrolik sistemlerin en büyük avantajı, yağın neredeyse sıkıştırılamaz (incompressible) olmasıdır. Sıkışmazlık modülü (Bulk Modulus), gücün anında iletilmesini sağlar. Ancak yağın içine %2 oranında bile serbest gaz karıştığında, bu modül dramatik şekilde düşer. Sistem "süngerimsi" (spongy) bir karakter kazanır. Aktüatörlerde (hidrolik silindirler ve motorlar) titreşimli, sarsıntılı ve atlamalı (stick-slip) hareketler başlar. Hassas oransal veya servo valf kontrol sistemleri PID döngülerini tutturamaz ve kararsızlığa düşer.
Kavitasyon yalnızca pompalarla sınırlı değildir. Yüksek basınç farkına (ΔP) maruz kalan oransal yön denetim valfleri, kısma (throttle) valfleri ve basınç düşürücülerin dar kesitlerinden (orifice) geçen akışkan, Bernoulli prensibi gereği ivmelenir ve hızı maksimuma ulaşırken statik basıncı hızla düşer (Vena Contracta bölgesi). Bu noktada basınç buharlaşma sınırının altına inerse kavitasyon başlar. Valf içindeki bu lokal implosyonlar, sertleştirilmiş çelik valf spollarını dahi oyar (spool erosion), iç kaçakları (internal leakage) devasa boyutlara çıkarır ve valfin tepki süresini tamamen yok eder. Bu durumu önlemek için sistem tasarımında karşı basınç (backpressure) valfleri kullanılarak daralma sonrasındaki minimum basıncın kritik sınırın üzerinde tutulması şarttır.
Kavitasyon Teşhisi ve Spektral Analiz: Mühendislik Yaklaşımı
Bir makinenin duruşu milyonlarca liraya mal oluyorsa, kavitasyonun sadece duyularak değil, bilimsel verilerle kesin olarak teşhis edilmesi gerekir. BRS Proses saha mühendisleri, kavitasyon tespiti ve kök neden analizi için aşağıdaki gelişmiş yöntemleri kullanır:
Kavitasyon Türü
Fiziksel Kök Neden
İleri Teşhis Yöntemi
Termokimyasal / Mekanik Sonuç
Gerçek Buhar Kavitasyonu
Tıkalı emiş hattı, yüksek sıvı vizkozitesi, yetersiz NPSHa
Hassas Vakum Metre, FFT Vibrasyon Analizi (>5kHz geniş bant)
Yıkıcı pitting, metal erozyonu, ani pompa kitlenmesi
Gaz Kavitasyonu (Havalanma)
Gevşek flanşlar, bozuk şaft keçesi, tank içi girdap, zayıf şaşırtma
Yağ Gözlem Camında Köpük, Ultrasonik Ses Dinleme, FTIR Spektroskopisi
Dieseling (Dizel etkisi), oksidasyon, vernikleşme, süngerimsi kontrol
Orifis/Valf Kavitasyonu (Vena Contracta)
Oransal/servo valflerde yüksek ΔP, yanlış boyutlandırılmış kesitler
Valf Sonrası Basınç Transdüserleri, Yüksek Frekanslı Akustik Emisyon Ölçümü
Spool yüzey erozyonu, artan iç kaçak (internal slip), hassasiyet kaybı
Şekil 2: BRS Proses uzman saha teknisyeni, piezoelektrik ivmeölçerler ve gelişmiş titreşim analizörü kullanarak hidrolik pompanın Fast Fourier Transform (FFT) spektrumunu tarıyor. Kavitasyon imzaları, tipik mekanik arızalardan farklı olarak yüksek frekanslı, düzensiz enerji bantlarında (random noise) kendini belli eder.
Geniş Bantlı Vibrasyon Analizi (FFT Spektrumu): Klasik mekanik arızalar (rulman boşluğu, kaplin ayarsızlığı) FFT spektrumunda rotor devrinin (1X, 2X, 3X) katları şeklinde senkron ve belirgin tepeler (peak) oluşturur. Ancak kavitasyon, binlerce mikro patlamanın rastgele oluşturduğu bir süreçtir. Bu nedenle FFT spektrumunda genellikle 1 kHz ile 20 kHz arasında, taban gürültüsünü (noise floor) artıran geniş bantlı "dağ" şeklinde bir enerji yığılması olarak görülür. Zarflama (demodulation/enveloping) teknikleri kullanılarak kavitasyonun vuruş şiddeti ölçülebilir.
Tribolojik İnceleme ve Yağ Spektrometrisi: Hidrolik yağ düzenli olarak analiz edildiğinde, yaklaşan bir felaketin işaretlerini verir. Endüktif Eşleşmiş Plazma (ICP) cihazları ile yapılan elementel analizlerde; eğer sistemde aşırı kir, kum (Silisyum) yokken, Demir (Fe), Bakır (Cu), Çinko (Zn) veya Krom (Cr) gibi aşınma metalleri eksponansiyel olarak artıyorsa, sistem kendi iç organlarını yiyor demektir. Bu, kavitasyon erozyonunun en net tribolojik kanıtıdır. FTIR (Fourier Transform Infrared) analizi ise dieseling kaynaklı nitrasyon ve vernik öncüllerini tespit eder.
Vakum Ölçümü ve Hidrodinamik Doğrulama: Pompa girişine takılacak gliserin dolgulu hassas bir vakum metre en hızlı ve güvenilir tanı araçlarından biridir. Çoğu endüstriyel hidrolik pompanın tolere edebileceği maksimum vakum -0.15 ile -0.2 bar (gösterge basıncı) arasındadır. Eğer okunan değer bu sınırın ötesindeyse (-0.3 bar gibi), pompa boğuluyor demektir. Anında duruş yapılmalı ve emiş hattı tıkanıklıkları (özellikle gizli filtreler) kontrol edilmelidir.
Kavitasyona Karşı İleri Seviye Sistem Teşhis ve Doğrulama Kontrol Listesi
Sisteminizde duyduğunuz o karakteristik "çakıl taşı" sesi, muhtemelen değerli hidrolik pompanızın son çığlıklarıdır. Kavitasyonu mühendislik verileriyle tespit edip kaynağında önlemek, arızalandıktan sonra parça değiştirmekten çok daha uygun maliyetlidir. BRS Proses mühendislerinin sahada uyguladığı bu sistematik arıza arama (troubleshooting) adımlarını takip ederek sisteminizi güvence altına alabilirsiniz:
A. Emiş Hattı ve NPSH Optimizasyon Denetimi
Vakum Limit Doğrulaması: Pompa emiş portuna hassas vakum metre bağlayın. Değer -0.15 bar'dan (15 kPa vakum) daha mı düşük? Evet ise emiş hattında daralma, tıkanıklık veya yüksek yağ viskozitesi sebebiyle basınç kaybı (pressure drop) yaşanmaktadır.
Emiş Süzgeci ve Filtrasyon Kararı: Tank içindeki emiş süzgecini sökün. Üzerinde çamurlaşma, partikül birikimi veya mekanik ezilme var mı? Süzgeci temizleyin veya süzgeçsiz tasarıma (sadece dönüş hattı filtrasyonuna) geçişi değerlendirin. Minimum 150 mikron tel kafes dışında filtre kullanmayın.
Boru Hızı ve Çap Uyumluluğu: Emiş hattı iç çapı, akış hızını 1.2 m/s altında tutacak kadar geniş mi? Debi (Q) ve kesit alanı (A) formülü ile hız kontrolü yapın. Mümkünse pompa giriş flanşına eksantrik adaptör konularak emiş borusu bir çap büyütülmelidir.
Boru Geometrisi Kontrolü: Emiş hattında keskin 90 derecelik dirsekler, ani daralmalar veya T-bağlantılar var mı? Bunları geniş açılı süpürme (sweep) dirseklerle değiştirerek türbülans ve akış ayrılmalarını (flow separation) önleyin.
B. Havalanma (Aeration) ve Kaçak Tespiti
Dışarıdan Hava Emme Testi: Sistem tam yükte ve maksimum devirde çalışırken pompa girişindeki tüm SAE flanş ve rakorların üzerine kalın sızdırmazlık gresi veya tıraş köpüğü sürün. İçeriye emilme gözlemliyorsanız sistem yapısal olarak havalanma yapıyordur (Pseudo-kavitasyon garantisi).
Şaft Keçesi Sızdırmazlık Kontrolü: Pompa şaftının elektrik motoruyla birleştiği kaplin bölgesini (çan muhafazası içi) inceleyin. Keçe etrafında terleme veya şaftta mikroskobik çizikler var mı? Keçeler (özellikle NBR olanlar) zamanla sertleşir, vakum altında dışarıdan hava emer. Rutin bakımlarda şaft keçelerini FKM (Viton) malzemelerle yenileyin.
Girdap (Vortex) Doğrulaması: Yağ seviye göstergesine (level gauge) bakın. Pompa çalışırken yağ seviyesi minimum emniyet çizgisinin altında mı? Tank kapağını açıp, emiş borusu üzerinde huni şeklinde girdaplar (kasırga benzeri) oluşup oluşmadığını kontrol edin. Varsa, anti-vortex plakaları eklenmeli veya emiş hattı daha derine daldırılmalıdır.
Tank Şaşırtma (Baffling) Analizi: Yağ tankının hacmi, pompa debisinin en az 3 katı mı? Emiş ve dönüş hatları bir şaşırtma sacı ile fiziksel olarak ayrılmış mı? Şaşırtma sacı eksikliği, köpüklü dönüş yağının doğrudan pompaya geri girmesine neden olur. Dönüş borusunun ucu, şelale etkisini önlemek için yağ yüzeyinin altında kalmalıdır.
C. Yağ Degradasyonu ve Termal Yönetim
Yağ Görünümü ve Köpürme Analizi: Tankı gözlemleyin. Yağ yüzeyinde yoğun, kalın bir köpük tabakası veya yağın içinde süt gibi bulanık bir emülsiyon var mı? Bu, sistemde devasa miktarda serbest hava olduğunun ve yağın bunu sönümleyemediğinin kesin işaretidir.
Dizel Etkisi (Dieseling) Belirtileri: Yağ numunesini koklayın. Keskin, asidik, isli ve yanık bir kokusu var mı? Rengi şeffaf sarıdan katran siyahına mı dönmüş? Bu durum, yüksek basınçta hava kabarcıklarının adyabatik sıkışma ile patladığını ve yağı moleküler düzeyde yaktığını gösterir. Laboratuvarda TAN (Total Acid Number) testi isteyin.
Soğuk Başlangıç (Cold Start) Yönetimi: Düşük ortam sıcaklıklarında pompaları devreye almadan önce, yağın kinematik viskozitesini (kalınlığını) düşürmek zorunludur. Daldırma tip tank ısıtıcılarının (immersion heaters) veya otomasyon senaryolarının (PLC üzerinden termostat kontrolü) devrede olduğundan emin olun.
Kavitasyon ve havalanma, hidrolik sistemler için bir "şanssızlık" değil, çoğu zaman akışkanlar mekaniği yasalarının ihlal edilmesinin doğrudan sonucudur. Kavitasyon nedeniyle parçalanmış bir pompanın yerine sadece yenisini takmak, yeni pompayı da aynı ölüme terk etmektir; kök neden olan basınç, viskozite ve akış dinamiği hataları ortadan kaldırılmadıkça arıza döngüsü devam edecektir. Karmaşık sistem revizyonları, ileri vibrasyon analizleri, tank tasarım optimizasyonları ve borulama hesaplamaları için BRS Proses Mühendislik Departmanı ile iletişime geçebilir, fabrikanızdaki hidrolik sistemlerin sürdürülebilirliğini ve maksimum verimliliğini garanti altına alabilirsiniz.