Pnömatik Aktüatör Bakımında Sık Yapılan Hatalar ve Çözümleri
Pnömatik aktüatör bakımında yağlama, hava kalitesi ve periyodik kontrol konusunda sahada en sık yapılan hatalar ve pratik çözümleri.
24 Ocak, 2026
7 dk okuma
BRS PROSESMühendislik Ekibi
Bakım & Onarım
Pnömatik Aktüatör Bakımında Sık Yapılan Hatalar ve Kesin Çözümleri
14 Mart 2026 13 Dk Okuma BRS Proses Mühendislik Ekibi
Pnömatik aktüatörler, endüstriyel otomasyon sistemlerinin kaslarıdır. Basit yapıları, yanlış bakım pratiklerine kurban gitmelerine neden olur. Aşırı yağlama, yanlış keçe seçimi, kirli hava kullanımı ve aşırı torklama gibi hatalar, silindirlerin ömrünü kısaltır ve enerji kayıplarına yol açar. Bu rehberde, pnömatik silindir bakımında sıkça düşülen tuzakları ve mühendislik standartlarına uygun kalıcı çözüm stratejilerini detaylandırıyoruz.
Pnömatik Aktüatörlerin Bakım Dinamikleri, Termodinamik ve Tribolojik Temeller
Endüstriyel tesislerde pnömatik aktüatörler (havalı silindirler), basınçlı havanın potansiyel enerjisini lineer veya döner kinetik enerjiye dönüştüren kritik mekanik bileşenlerdir. Yapıca hidrolik silindirlere göre daha sade olmaları ve çalışma basınçlarının genellikle 4 ila 10 bar gibi nispeten düşük seviyelerde kalması, bakım ekiplerinde "tak-unut" veya "bozulana kadar kullan" (run-to-failure) gibi son derece yanlış ve uzun vadede muazzam maliyetli bir bakım algısı yaratabilmektedir. Ancak gerçekte pnömatik sistemler, basit görünmelerine karşın son derece karmaşık gaz akış dinamiklerine dayanmaktadır.
Oysa ki pnömatik sistemler, gaz termodinamiği yasalarına tabi, sıkıştırılabilir bir akışkanla (hava) çalıştıkları için iç kaçaklara, sızdırmazlık elemanlarındaki deformasyonlara ve iç sürtünme (stick-slip) toleranslarına karşı çok daha hassastır. Hidrolik sistemlerdeki yağ, sıkıştırılamaz olduğu için hareket rijitliğini ve sızdırmazlık yağlamasını doğal olarak sağlarken, pnömatik sistemler tamamen farklı tribolojik dinamiklere sahiptir. Yanlış veya eksik bir bakım uygulaması, sadece o silindiri veya yön denetim valfini bozmakla kalmaz; sistemde mikro hava kaçakları yaratarak kompresörün çok daha fazla çalışmasına (ciddi bir elektrik enerjisi israfına), valf spollarının tıkanmasına, debi düşümlerine ve nihayetinde öngörülemeyen üretim hattı duruşlarına (unplanned downtime) neden olur.
Modern endüstride bir basınçlı hava kaçağının sadece kompresör elektrik faturasına yansıması bile, yeni bir silindir almaktan çok daha pahalıdır. Bir fabrikada mevcut basınçlı havanın %20 ila %30'unun genellikle fark edilmeyen sızıntılarla kaybedildiği gerçeği göz önüne alındığında, pnömatik komponentlerin doğru şekilde çalıştırılmasının ne denli önemli olduğu anlaşılabilir. Bu derinlemesine teknik incelemede, sahada en sık karşılaştığımız pnömatik aktüatör bakım hatalarını, bu hataların tribolojik ve termodinamik kökenlerini ve BRS Proses mühendislik standartlarına uygun kalıcı, proaktif çözüm stratejilerini detaylandıracağız. Hava kalitesinden (ISO 8573-1 standartları), keçe malzemelerinin mikroskobik polimer yapısına, yağlama rejimlerinden, mekanik hizalama kusurlarına kadar uzanan bu spektrumda, hataları teşhis etmek ve doğru önlemleri almak, tesisinizin Toplam Ekipman Etkinliğini (OEE) doğrudan artıracaktır.
Bir aktüatörün başarısızlığı hiçbir zaman tesadüfi değildir; bu durum daima yanlış uygulama, yetersiz filtrasyon veya mekanik zorlanmaların sistematik bir sonucudur. Pnömatik ekipman bakımında geleneksel, tepkisel (reaktif) yöntemler yerine veri odaklı, proaktif, kök neden analizi (root-cause analysis) barındıran modern bir mühendislik perspektifi benimsemek şarttır.
Hata 1: Havanın Şartlandırılmaması ve ISO 8573-1 Standartlarının İhlali (Kirli, Islak ve Yağlı Hava Kullanımı)
Pnömatik sistemlerde yapılan en büyük, en yaygın ve makine ömrü açısından en yıkıcı hata, kompresör dairesinden gelen basınçlı havanın, kullanım noktasına ulaşmadan önce doğru bir şekilde şartlandırılmadan (FRL ünitesi olmadan veya yanlış seçilmiş, bakımsız ünitelerle) doğrudan yön denetim valflerine ve silindirlere verilmesidir. Atmosferik hava kompresörde sıkıştırıldığında, termodinamik doğası gereği (Boyle-Mariotte ve Charles yasaları uyarınca) ciddi şekilde ısınır ve basınç altındaki havanın nem taşıma kapasitesi (dew point - çiy noktası dinamikleri) düşer. Kompresör sonrası son soğutucularda (aftercoolers) veya uzun boru hattında ortam sıcaklığına inen havanın içindeki su buharı hızla yoğuşur.
Bu yoğuşan su; kompresörün karterinden kaçan yanmış ve oksitlenmiş sentetik/mineral yağ buharı, eski demir/çelik boru hatlarındaki korozyon kaynaklı demir oksit (pas) partikülleri ve ortamdaki mikroskobik atmosferik tozlarla birleşerek oldukça aşındırıcı, asidik karakterli korozif bir çamur emülsiyonu oluşturur. Bu akışkanın pnömatik valf ve aktüatörlere ulaşması, mekanik komponentlerin adeta içten zımparalanarak aşınması, hassas yüzeylerin tahrip olması anlamına gelir.
Su, Pas ve Çamurun Yıkıcı Etkisi (Gres Yıkaması - Washout Phenomenon): Yoğuşan su ve korozif emülsiyon, pnömatik silindirin içine girdiğinde ilk olarak silindir tüpünün ve pistonun iç yüzeylerine fabrika çıkışı sürülmüş olan ömür boyu kalıcı yüksek performanslı gresi (genellikle PTFE, teflon veya lityum kompleks baryum sabunlu gresler) mekanik ve kimyasal olarak yıkayıp sistemden atar. Buna triboloji dilinde "gres yıkaması" (washout) denir. Gres tabakası hidrodinamik yağlama filmini kaybettiğinde, poliüretan (PU) veya nitril kauçuk (NBR) piston ve rod keçeleri doğrudan alüminyum veya çelik yüzeye sürtünmeye başlar (kuru sürtünme). Bu durum elastomerlerde hızlı aşınmaya (abrasion), lokal aşırı ısınmaya ve nihayetinde dudak (lip) yırtılmalarına yol açarak masif iç kaçaklara (internal blow-by) neden olur. Ayrıca yoğuşan asidik su, eloksalsız veya kalitesiz alüminyum gövdelerde galvanik korozyona, sert krom kaplı olmayan çelik rodlarda ise mikroskobik çukurcuk (pitting) korozyonuna yol açarak keçeleri adeta rendeleyen pürüzlü bir yüzey yaratır.
Standart bir endüstriyel kompresör, her 1000 metreküp havada atmosferik şartlara bağlı olarak yaklaşık 20-30 litre su üretebilir. Eğer kurutucu (soğutmalı gazlı veya adsorpsiyonlu kimyasal kurutucular) ve uygun partikül filtreleri devrede değilse, bu suyun tamamı otomasyon sisteminizin damarlarında (pnömatik hortumlarda ve borularda) dolaşır ve tüm enstrümanlara nüfuz eder.
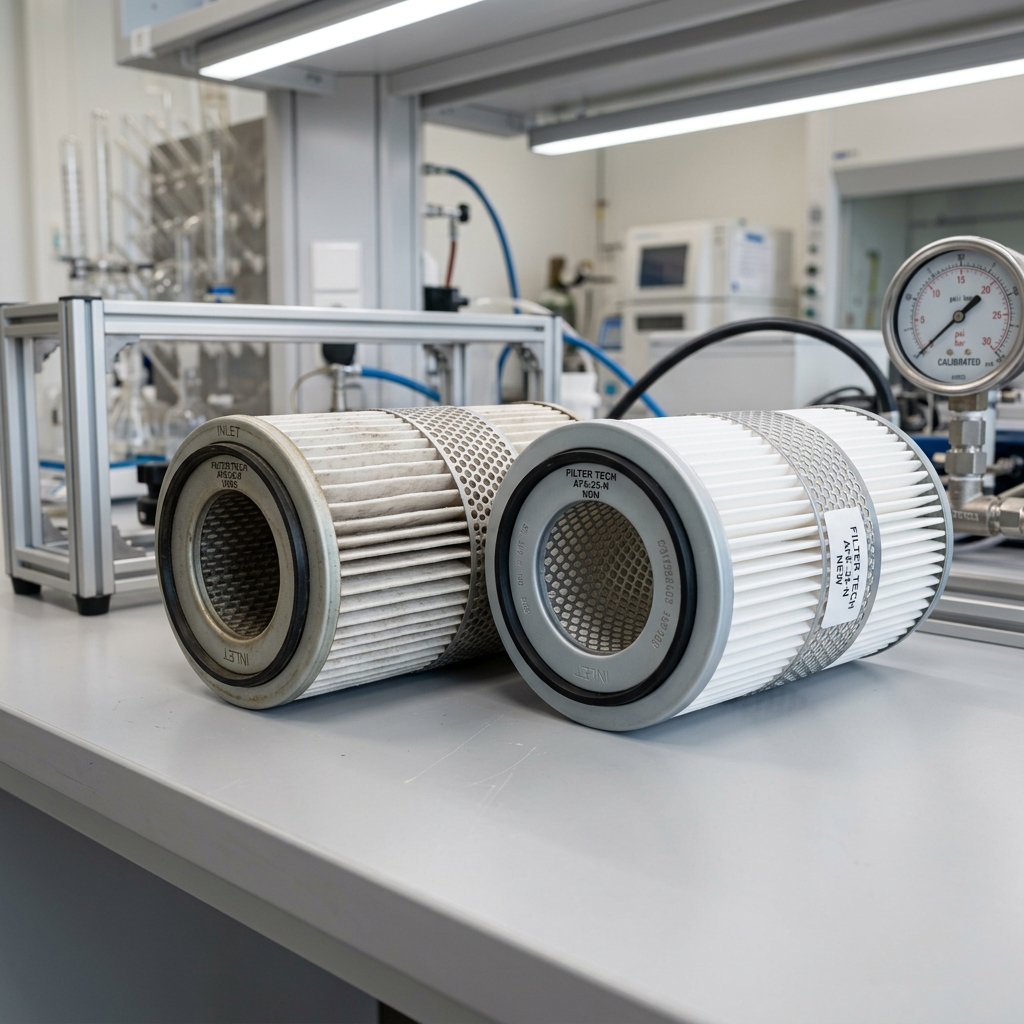
Şekil 1: Bakımı yapılmamış ve korozyon çamuruyla tıkanmış bir şartlandırıcı filtre (kartuş) elemanının mikroskobik görünümü. Tıkalı filtreler yüksek basınç düşümüne (Delta P) neden olarak debiyi kısıtlar ve silindir hızlarını dramatik ölçüde düşürür.
Çözüm: Hassas FRL Konfigürasyonu ve Otomatik Su Tahliye Yönetimi
Pnömatik aktüatörlerin ve oransal/yön denetim valf adalarının korunması için uluslararası ISO 8573-1 Hava Kalitesi Standartlarına tam olarak riayet edilmesi zorunludur. Çözüm, makine girişine sadece herhangi bir FRL (Filtre, Regülatör, Yağlayıcı) takmak değil, doğru filtreleme derecesine sahip, debi (L/dk) kapasitesi uygun ve bakımı proaktif olarak yapılan üniteler kullanmaktır. Unutulmamalıdır ki filtreleme bir seferlik bir yatırım değil, sürdürülebilir bir operasyondur:
Kademeli Filtreleme (Graded Filtration): Kaba toz ve partiküller ile sıvı fazdaki su damlacıkları için ilk kademede 40 veya 20 mikron santrifüjlü su tutucu ön filtre (pre-filter), hemen ardından hassas valfler (örneğin oransal basınç regülatörleri veya ISO valfler) ve silindirleri korumak için 5 mikron koalesan (coalescing) filtre kullanılmalıdır. Eğer sistemde yoğun kompresör yağı buharı (oil vapor) varsa ve hava ölçüm cihazları gibi hassas aletlere gidiyorsa, 0.01 mikron seviyesinde aktif karbonlu mikro-filtreler entegre edilmelidir.
Otomatik Tahliye (Auto-Drain Valfleri): Filtre tasında (bowl) santrifüj etkisiyle biriken suyun manuel olarak tahliye musluğundan boşaltılması personelin inisiyatifine bırakılamayacak kadar kritiktir. Manuel tahliye unutulduğunda, tas içindeki su seviyesi filtre elemanını aşar ve su doğrudan sisteme sürüklenir. Bu nedenle mutlaka şamandıralı (float-type) veya zaman ayarlı, kapasitif sensörlü elektronik otomatik tahliye valfleri kullanılmalıdır.
Filtre Elemanlarının (Kartuş) Değişimi: Sinterlenmiş bronz, kağıt veya polietilen filtre elemanları bakım esnasında basınçlı hava tutularak veya solventle "yıkanarak" temizlenip tekrar kullanılamaz; zira mikro gözeneklere yapışan, penetre olan partiküller bu yöntemlerle asla tamamen çıkmaz. Filtre üzerinden ölçülen basınç düşümü (Delta P) 0.5 bar'ı (7 psi) aştığında (veya diferansiyel basınç göstergesi kırmızı bölgeye geldiğinde) filtre elemanları tereddütsüz yenisiyle değiştirilmelidir. Aksi takdirde, tıkalı filtre debiyi (flow rate) boğar, silindirlerin çalışma hızları düşer ve makine çevrim süresi (cycle time) uzayarak üretim kapasitesini ciddi boyutta kısıtlar.
Hata 2: Aşırı ve İhtiyaç Dışı Yağlama (Lubrication Clogging & Varnishing)
Pnömatik teknolojisinin 1970'ler ve 1980'lerdeki durumundan kalma eski bir alışkanlık olan "ne kadar çok yağ, o kadar az sürtünme ve uzun ömür" efsanesi, modern otomasyon sistemlerinde tam bir felakete dönüşmektedir. Günümüzdeki modern pnömatik silindirlerin %95'inden fazlası, özel polimer keçeler (örneğin kendinden kayganlaştırıcılı/self-lubricating poliüretan) ve yüzey pürüzlülüğü Ra < 0.4 mikron olan honlanmış eloksallı alüminyum borularla "ömür boyu yağlamalı" (pre-lubricated / oil-free) olarak üretilir. Bu silindirler dışarıdan, hava hattı üzerinden ek bir aerosol veya sıvı yağlamaya kesinlikle ihtiyaç duymazlar. Buna rağmen, eski makine operatörleri veya eski jenerasyon bakımcılar tarafından şartlandırıcı ünitelerindeki (FRL) yağlayıcıların (lubricator) damla ayarının sonuna kadar açılması, tesiste karşılaşılan en masraflı arıza nedenlerinden birisidir.
Kök Gres Yıkaması (Base Grease Washout)
Hava hattına kontrolsüzce basılan ince pnömatik yağı (ISO VG 32), silindirin iç yüzeylerindeki orijinal, fabrikada montaj esnasında sürülmüş ağır, katı gres tabakasını adeta bir çözücü (solvent) gibi etkiler, moleküler yapısını bozar, inceltir ve egzoz portlarından dışarı atar. Orijinal kalıcı gres bir kez sistemden gittiğinde, o silindir artık geri dönülemez bir şekilde hatta dışarıdan basılan sönümlü yağ damlacıklarına (oil mist) bağımlı (addicted) hale gelir. Yağlama kesilirse hemen arıza verir.
Yağ Sisi (Oil Mist) ve İSG Riskleri
Silindir her strokunu tamamladığında, içindeki yağlı egzoz havası valfler üzerinden atmosfere (fabrika içine) atılır. Aşırı yağlama yapıldığında bu hava atölye veya fabrika ortamında asılı kalan, gözle zor görülen tehlikeli bir yağ sisi (oil mist) oluşturur. Bu durum hem işçilerin solunum yolları ve akciğerleri için ciddi bir meslek hastalığı riski yaratır, hem de makine çevrelerindeki zemini kayganlaştırarak düşme, kayma kaza riskini (İSG ihlali) doğurur.
Vernikleşme (Varnishing) ve Spol Sıkışması
Hattaki aşırı ince yağ, borulardaki mikroskobik tozlar, ısı ve kompresör yağı kalıntılarıyla reaksiyona girerek zamanla yapışkan, sakız veya vernik benzeri (varnishing) sert ve kalıcı bir katman oluşturur. Bu yapışkan tabaka, yön denetim valflerinin ince toleranslı (mikron seviyesinde boşlukla çalışan) alüminyum veya paslanmaz çelik spollarını tamamen kilitler. Sıkışan valfi hareket ettirmeye çalışan bobinler (solenoid valfler) aşırı akım çeker, ısınır ve bobin yanmaları meydana gelir.
Şekil 2: Yağlayıcı (Lubricator) üzerindeki ince ayar vidası. Modern ve yağsız sisteme uygun ekipmanlarda bu modül (şişe) tamamen devre dışı bırakılmalıdır. Yalnızca spesifik, çok ağır hizmet (heavy-duty) uygulamalarında veya 1 metre/saniye hızın aşıldığı durumlarda damla ayarı hassasiyetle yapılmalıdır.
Çözüm: Yağlayıcı İptali ve Stratejik Yağlama Yönetimi
Eğer yeni bir makine kuruyorsanız veya sisteminiz modern "yağsız çalışmaya uygun" (oil-free) bileşenlerden oluşuyorsa, hattaki yağlayıcı (lubricator) modülünü donanımdan fiziksel olarak tamamen sökün, bypass edin veya yağ tankını tamamen boş bırakın. Bu, yapabileceğiniz en masrafsız ve koruyucu harekettir. Ancak, sistem eski tip silindirlerden oluşuyorsa veya daha önce bir şekilde makineye yağlama yapılıp orijinal gres yıkanmışsa, artık geri dönüş yoktur ve o hat için yağlamaya mecburen devam etmek zorundasınız. Yağlamayı bir kez keserseniz, gressiz ve yağsız kalan keçeler kuru sürtünme yüzünden saatler içinde parçalanır ve silindirler sıkışır.
Yağlamaya devam edilecek zorunlu durumlarda ise şu hayati teknik kurallara harfiyen uyulmalıdır:
Damla Hızı Ayarı: Yağlayıcı damla hızı çok ince ve dikkatli ayarlanmalıdır. Genel bir mühendislik kuralı olarak, pnömatik silindirler dakikada yaklaşık 1 metreküp (1000 litre) hava tüketiyorsa, dakikada sadece 1 veya 2 damla yağ fazlasıyla yeterlidir. Pratik bir saha kuralı uygulaması: Valfin egzoz susturucusunun (silencer) yaklaşık 15-20 cm altına temiz bir beyaz kağıt tutun; birkaç on döngü sonrası kağıtta sadece hafif sarımtırak, zar zor görünen bir yağ pusu oluşuyorsa (asla su gibi damlamıyorsa) ayar mükemmeldir. Eğer kağıda yağ damlıyor veya gözle görülür ıslaklık oluşuyorsa, ayarı derhal kısmalısınız.
Yağ Tipi Seçimi: Kesinlikle ama kesinlikle atölyede bulunan standart motor yağı, hidrolik yağı (HM/HLP), dişli yağı veya makine yağı kullanılmamalıdır! Bu sentetik veya katkılı yağların içindeki sülfatlar, deterjanlar, EP (aşırı basınç) katkıları ve kükürtlü kimyasal bileşikler, NBR ve PU pnömatik keçelerin polimerik yapısını bozar; onları sünger gibi şişirir (swelling), formunu kaybettirir veya tamamen sertleştirerek ufalanmalarına neden olur. Sadece ve sadece ISO VG 32 kinematik viskozite sınıfına sahip, mineral bazlı, agresif deterjan ve solvent içermeyen spesifik pnömatik yağları kullanılmalıdır.
Hata 3: Yanlış Keçe (Seal) Seçimi, Termal Çökmeler ve Hatalı Montaj Pratikleri
Pnömatik silindir revizyon ve söküm/takım işlemlerinde, salt maliyet odaklı düşünerek veya ciddi malzeme bilimi eksikliğiyle, arızalı orijinal keçenin yerine sistemin termal, kimyasal ve dinamik şartlarına uymayan muadil, ucuz standart elastomerlerin takılması, aktüatörün MTBF (Ortalama Arızalar Arası Süre - Mean Time Between Failures) değerini yıllardan birkaç güne, hatta saatlere indirir. Pnömatik sistemlerde sızdırmazlık ekipmanı sadece basıncı tutmakla kalmaz, aynı zamanda sistem performansını belirleyen ana faktördür.
Elastomerlerin Termal ve Kimyasal Tolerans Sınırları: Piyasada satılan standart pnömatik yedek parça keçeler genellikle Poliüretan (PU) veya Nitril kauçuk (NBR) bazlıdır. Bu elastomerler, normal endüstriyel koşullarda -20°C ile +80°C arasındaki sıcaklıklarda optimum dinamik performans ve yüksek aşınma direnci gösterir. Poliüretan, özellikle aşınma direnci konusunda nitrilden çok daha üstündür. Ancak, alüminyum dökümhaneleri, demir-çelik haddaneleri, endüstriyel fırın kapakları, cam işleme tesisleri, sıcak enjeksiyon kalıplama bölgeleri veya ağır kaynak fikstürleri gibi ortam veya ışıma sıcaklığının sürekli 100°C'yi aştığı bölgelerde PU veya NBR keçeler hızla kavrulur, sertleşir (vulcanization), karbonlaşır ve plastik gibi kırılgan hale gelerek sızdırmazlık özelliğini tamamen yitirir (thermal degradation). Bu tür zorlu yüksek sıcaklık uygulamalarında kesinlikle Florokarbon (FKM / Viton) elastomerlerden üretilmiş, sürekli 150°C - 200°C'ye kadar dayanıklı, kimyasal olarak inert keçeler seçilmelidir. Tersine, -40°C gibi aşırı soğuk ortamlarda (endüstriyel dondurucular, soğuk hava depoları, dış ortam iklim koşulları) ise standart PU ve NBR camlaşma sıcaklığının (glass transition temperature - Tg) altına düşer; elastikiyetini kaybederek sertleşir, piston hareket ettiğinde buz gibi kırılarak parçalanır. Bu derin dondurucu koşullarında ise düşük sıcaklık silikonu (VMQ) veya özel formülasyonlu soğuk ortam NBR türevleri (Arctic Grade) kullanılmalıdır.
Yıkıcı Montaj ve Revizyon Pratikleri: Keçe tipini doğru seçmek işin sadece yarısıdır; diğer kritik hata ise sahada keçe montajı sırasında yapılan mekanik tahribatlardır. Montaj hatası, malzemenin kalitesini anında sıfırlar.
Keskin Uçlu Alet Kullanımı (Mekanik Hasar): Piston keçelerini (piston seal) veya boğaz (rod) keçelerini yuvaya (seal groove) esnetip takarken standart düz tornavida, bıçak ucu veya keskin metal tel kancalar kullanılması, elastomerin en hassas noktası olan sızdırmazlık dudağını (sealing lip) mikroskobik olarak çizer, çentik atar veya ezer. Gözle zor görülen bu çok ince kılcal çizikler, 6 ila 8 bar dinamik basınç altında havanın kaçması (internal blow-by) için son derece geniş otobanlar işlevi görür. Montajda her zaman yuvarlatılmış küt uçlu plastik, teflon (PTFE) veya pirinç o-ring montaj aparatları (seal picks) kullanılmalıdır.
Gressiz ve Kuru Montaj: Yeni keçeleri paketinden çıkarıp kupkuru bir şekilde, temizlenmemiş pistona veya alüminyum boruya geçirmeye çalışmak, kauçuğun metale sürtünmesiyle takılmaya, katlanmaya ve burkulmaya (twisting/rolling) neden olur. Keçeler monte edilmeden önce özel pnömatik montaj gresleri (lityum veya kalsiyum sabunlu, silikonsuz, elastomerin kimyasıyla dost sentetik gresler) ile mutlaka homojen bir şekilde yağlanmalıdır.
Aşırı Sıkma (Over-torquing) ve Silindir Borusu Ovalleşmesi: Rotlu silindirlerin (tie-rod cylinders) veya kapak vidalarının tork anahtarı kullanılmadan, personelin kontrolsüzce çaprazlamasına ve aşırı güç uygulayarak sıkması (insan gücüyle sonuna kadar asılmak), alüminyum silindir borusunun (barrel) milimetrenin yüzde biri oranında da olsa kalıcı şekilde ovalleşmesine, esnemesine ve kasılmasına neden olur. Bu geometrik bozulma (tolerans aşımı), pistonun içeride rahatça kaymasını engeller, bölgesel sürtünmeyi inanılmaz derecede artırır ve silindirin "titreyerek, sarsıntılı" (stick-slip) hareket etmesine sebep olur. Kapak vidaları ve saplamalar mutlaka üreticinin belirttiği Nm (Newton-metre) cinsinden tork değerlerinde, yıldız/çapraz (criss-cross) sırayla, iki veya üç kademede sıkılmalıdır.
Hata 4: Yastıklama (Cushioning) Dinamikleri ve Kritik Ayar İhmalleri
Modern pnömatik silindirler, valf debileri yeterli olduğunda saniyede 1 ila 2 metreyi aşan çok yüksek hızlara ulaşabilir. Yüksek kütleli mekanik yükleri (kalıplar, iticiler, robot kolları) bu hızlarda ivmelendiren bir piston, strok (kurs) sonuna ulaştığında sahip olduğu muazzam kinetik enerjiyi ($E_k = \frac{1}{2}mv^2$) bir yere sönümleyerek aktarmak zorundadır. Pnömatik yastıklama (pneumatic cushioning) mekanizması, tam bu noktada devreye girer. Silindir, ön veya arka kapaklarına çarpmadan milisaniyeler önce hapsolan küçük bir miktar havanın, ince bir ayarlanabilir iğne valf (cushion needle screw) üzerinden çok kontrollü olarak tahliye edilmesi prensibiyle çalışır; bu sıkışan ve çıkamayan hava basıncı, adeta görünmez bir hava yastığı (air spring) oluşturarak kinetik enerjiyi emer ve pistonu mekanik bir darbeye mahal vermeden yumuşakça frenler. Bu yastıklama ayarlarının sahada bakımcılar tarafından ihmal edilmesi, hiç ayarlanmaması veya rastgele kurcalanması sistemin mekaniğine geri dönülemez zararlar verir.
Tamamen Kapalı veya Aşırı Kısılmış Yastıklama (Over-Cushioning / Bouncing):
Eğer iğne valf (yastıklama ayar vidası) bilgisizlikten tamamen kapatılırsa veya gereğinden çok fazla kısılırsa, strok sonuna gelen pistonun önünde hapsolan hava hiçbir şekilde tahliye olamaz. Silindir strok sonuna çok sert bir şekilde çarpmak yerine, hapsolan havanın yüksek sıkışma oranından dolayı adeta bir yaylanma hareketine girer. Piston hedefe (end-of-stroke) ulaşmadan çok önce aniden yavaşlar, hapsolan yüksek basınçlı hava yastığı nedeniyle geri seker (bouncing effect), birkaç kez ileri geri titreşir ve hedeflenen konuma zamanında ve stabil bir şekilde oturamaz. Bu durum, pozisyon okuyan manyetik sensörlerin çift sinyal (false triggering) vermesine, PLC mantığının karışmasına ve makine senkronizasyonunun (zamanlamasının) ciddi şekilde bozulmasına yol açar.
Tamamen Açık Bırakılmış Yastıklama (Under-Cushioning / Metal-to-Metal Impact):
Ayar vidası tamamen açık bırakıldığında veya zamanla titreşimden dolayı gevşeyip açıldığında, yastıklama fonksiyonu tamamen devre dışı kalmış olur. Hareketli ağır kütlenin kinetik enerjisi hiçbir şekilde hava yastığı ile sönümlenmeden doğrudan aktüatörün alüminyum veya döküm kapaklarına muazzam ve şiddetli bir darbeyle aktarılır (metal-metale temas / metal-to-metal impact). Birkaç yüz veya bin döngü (vuruş) sonrasında bu durum, silindir kapaklarının çatlamasına, yorulma kırılmalarına, piston milinin (rod) eğilmesine veya diş dibinden kopmasına, silindir bağlantı kulaklarının (clevis/trunnion) veya mafsal yataklarının parçalanmasına ve hatta bu şiddetli titreşimlerin makine ana şasisi üzerindeki kaynakları ve cıvataları gevşetmesine neden olur.
Kinetik Enerji Optimizasyonu - Doğru Yastıklama Ayar Prosedürü (Tuning): Yastıklama ayarı asla sistem boşta (yüksüz) ve hava basıncı yokken ezbere yapılamaz. Ayar vidasını saat yönünde (CW) çevirerek tamamen (ancak çok hafifçe, iğneyi yuvaya sıkıştırmadan ve zarar vermeden) kapatın, ardından saat yönünün tersine (CCW) yaklaşık 1 ila 1.5 tur açarak başlangıç referansı alın. Makineyi, silindir gerçek taşıyacağı kütle (yük), nominal işletme basıncı ve çalışma hızı altında hareket ederken devreye alın. Silindir strok sonuna ulaştığında hala sesli olarak (metalik bir "tak" sesiyle) vuruyorsa, vidayı çeyrek tur kapatarak (kısarak) hava tahliyesini daraltın. Eğer silindir strok sonuna gelmeden çok önce gözle görülür şekilde gereksiz yere yavaşlıyor, duraksıyor veya sekiyorsa, vidayı çeyrek tur açın. İdeal yastıklama rezonansı; silindirin strokunun son 10-20 milimetresinde yumuşak, sarsıntısız, darbesiz, sekmesiz ve sessizce pozisyonunu alması, kütleyi sıfır hızda hedefe ulaştırmasıdır.
Hata 5: Mekanik Hizalama (Misalignment) Kusurları ve Ölümcül Yanal Yükler (Side Loads)
Pnömatik aktüatörler, mühendislik dizaynları ve iç yapıları gereği sadece kendi eksenleri boyunca iter (push) ve çekerler (pull). İnce uzun bir çubuk olan Rod mili üzerinden yanal kuvvetler, radyal yükler, eğilme momentleri (bending) veya dönme torku yükleri taşımak üzere tasarlanmamışlardır. Mekanik makine tasarımı veya sonradan yapılan sahada montaj aşamasında yapılan kaba hizalama hataları (misalignment), kusursuz bir aktüatörün bile ömrünü dramatik ölçüde (bazen haftalar içine) kısaltır.
Eğer silindir montaj ekseni ile hareket ettirdiği yükün lineer ekseni tam paralel ve aynı hizada değilse (ofset varsa), piston mili (rod) strok boyunca ileri çıkarken esnemeye ve eğilmeye (bending moment) zorlanır. Bu durum ön kapaktaki yataklama kılavuz burcuna (rod bushing, guide ring veya wear ring) olağanüstü, asimetrik bir radyal basınç uygular. Burç (genellikle teflon katkılı bronz, kompozit veya polimer bazlıdır) çok hızlı aşınarak daireselliğini kaybeder ve ovalleşir. Burç ovalleştiğinde ve mil yataklamasında boşluk oluştuğunda, hemen arkasındaki sızdırmazlık sağlayan rod keçesi de tek taraflı olarak ezilir, diğer tarafı ise boşlukta kalır; sonuç olarak hava kaçakları dışarı doğru (atmosfere) sürekli olarak fışkırmaya başlar (audible air leak). Daha kötü senaryolarda, çok uzun stroklu, ince milli silindirlerde aşırı yanal yük, milin elastikiyet sınırını aşıp bükülmesine ve kalıcı deformasyonuna (Euler buckling) neden olarak aktüatörü tamamen kilitler ve kullanılmaz hale getirir.
Mühendislik Çözümü ve Kinematik İzolasyon: Aktüatör mili ucu ile itilen mekanizma arasına, eksenel ve açısal kaçıklıkları (radyal ve açısal ofsetleri) yutabilen esnek kaplinler (floating joints / rod alignment couplers / alignment compensators) veya küresel mafsallar (spherical rod eyes) mutlaka takılarak küçük mekanik eksen kaçıklıkları kompanze edilmelidir. Asıl mekanik yük ve kütle, silindirin gövdesi veya mili üzerine değil, tamamen harici ve rijit doğrusal lineer kızaklara (linear guideways / linear rails) bindirilmelidir. Silindir bu kızaklara sadece eksenel "itme/çekme" (tahrik) kuvvetini aktarmalı, kütleyi taşımamalı ve mekanizmanın "yolunu" (trajectory / guiding) kesinlikle dikte etmemelidir. Bu prensip, mekanik otomasyonun altın kuralıdır.
Hata 6: Hız Ayar Valfi (Flow Control) Konumlandırması: Meter-In vs Meter-Out Kargaşası
Pnömatik silindirlerin hareket hızlarını (silindirin dolma/boşalma süresini) ayarlamak için kullanılan hız ayar (kısma-çek) valflerinin (flow control valves / speed controllers) montaj yönü ve akış mantığı, sahada sıklıkla yanlış uygulanır. Pnömatik sistemlerde sıkıştırılabilir gaz (hava) kullanıldığı için, hidrolik sistemlerdeki (sıkıştırılamaz sıvı) hız ayar mantığı birebir uygulanamaz. Bu fark anlaşılamadığında silindirler pürüzsüz çalışmaz; atlama, titreme, aniden fırlama (lurching) gibi düzensiz ve tehlikeli hareketler sergilerler. Bu, özellikle hassas pozisyonlama gerektiren hatlarda ürüne zarar verir.
Yanlış Uygulama (Meter-In / Girişi Kısma): Silindire giren havanın debisini kısarak (meter-in) hızı ayarlamaya çalışmak pnömatikte genellikle başarısız olur. Çünkü hava esnektir (yay gibidir). Silindire giren hava kısıldığında, pistonun önündeki (egzoz) hava hızla boşalır, ancak itici güç olan giren hava yavaş yavaş basınç biriktirir. Piston statik sürtünmeyi yenecek basınca ulaşana kadar bekler, ulaştığı an aniden ileri fırlar (stick-slip), sürtünme dinamik faza geçip azaldığında hızlanır, hava basıncı yetersiz gelince tekrar duraklar. Bu, son derece sarsıntılı, kesintili ve kontrol edilemez bir harekete neden olur.
Doğru Mühendislik Pratiği (Meter-Out / Çıkışı Kısma): Pnömatik silindirlerde stabil, pürüzsüz ve sarsıntısız bir hız kontrolü için her zaman Meter-Out (Egzozdan Kısma) yöntemi kullanılmalıdır. Bu yöntemde silindirin içine dolan hava kısıtlanmaz (tam debiyle girer), ancak pistonu itip karşı taraftan atmosfere atılan (egzoz edilen) havanın debisi kısılır. Böylece pistonun itiş yönünde tam besleme basıncı (örneğin 6 bar) varken, çıkış yönünde ayarlanabilir bir hava yastığı (back-pressure / geri basınç) oluşturulur. Piston, bu kontrollü hava yastığını iterek ilerlemek zorunda kalacağı için, hareket son derece yumuşak, kararlı ve sarsıntısız olur. Pnömatik silindirlerin üzerindeki portlara takılan hız ayar rakorlarının (banjo valfler) neredeyse tamamı, üretimden Meter-Out mantığına göre tek yönlü çek-valfe sahip olarak üretilir; ancak valf bloğu üzerinden hortum arasına takılan hat tipi (inline) kısma valflerinde yön oklarına (flow direction arrows) dikkat edilmemesi bu ölümcül hataya neden olur.
Proaktif Bakım ve Kesin Sızıntı Denetim Protokolü
Pnömatik aktüatörlerin sahada arızalanmalarının ve devasa enerji israflarına yol açmalarının temel nedeni, sistemin termodinamik, tribolojik ve mekanik doğasının tam anlaşılamamasıdır. Hava kalitesi standartlarına uyumsuzluk, kompresör odasından başlayan ihmaller, eski yağlama efsanelerinin modern sistemlere yanlış uyarlanması, malzeme biliminin göz ardı edilmesi (termal keçe uyumsuzlukları), mekanik dizayn kaba hataları (yanal yükler) ve yanlış hız ayar stratejileri doğrudan basınçlı hava kaçaklarına ve ekipman parçalanmasına neden olur.
Basınçlı hava kaçakları ise endüstriyel tesislerin en gizli ve devasa maliyet kalemlerinden biridir; çünkü boşa kaçan her bar, kompresörün fazladan çektiği megawattlarca elektrik enerjisi, gereksiz karbon emisyonu ve ısı demektir. Ayrıca makine duruşları (unplanned downtime), standart dışı çalışma nedeniyle hurda (scrap) üretimi ve ürün kalite sapmaları da doğrudan bu hatalı pnömatik bakım pratiklerinden kaynaklanır. Sahte ve geçici "band-aid" (yara bandı) çözümlerin ötesinde, sahadaki gerçek sorunları tespit ve bertaraf etmek için aşağıdaki spesifik teknik checklist'i bakım programınıza entegre etmeniz elzemdir.
BRS Proses Spesifik Pnömatik Sağlık Denetimi (Checklist)
Kontrol Noktası
Teknik Denetim Kriteri / Aksiyon
Frekans
Ultrasonik Kaçak Taraması
Tesis gürültüsü içinde duyulamayan mikro sızıntıları 40 kHz ultrasonik dedektörlerle tarayın. Valf egzozlarından (susturuculardan) gelen sürekli sızıntı, silindir iç kaçaklarının (piston keçesi yırtılması) kesin belirtisidir.
3 Aylık
FRL Filtre Tasları (Bowls) & Su Tahliyesi
Tasta su, pas emülsiyonu veya yağ çamuru var mı? Otomatik tahliye (auto-drain) şamandırası serbest hareket edip suyu deşarj ediyor mu? Basınç altındayken manuel butonla test edin.
Haftalık
Diferansiyel Basınç (Delta P) Kontrolü
Filtre kartuşu rengi değişmiş mi? FRL üzerinden geçen basınç düşümü (Delta P) 0.5 bar'ı aştıysa kartuş kesinlikle temizlenmez, yenisiyle (5 mikron koalesan) değiştirilir. Basınç düşümü, hız kaybıdır.
6 Aylık
Yağlayıcı (Lubricator) Eliminasyonu
Modern (yağsız/pre-lubricated) silindir kullanılıyorsa yağlayıcı tamamen iptal edilmiş mi? Eski sistemler için damla hızı aşırı değil mi? (Dakikada maks 1-2 damla). Yağ tipi kesinlikle ISO VG 32 mi?
Aylık
Yastıklama (Cushioning) Rezonansı
Silindirler strok sonuna sert bir "tak" sesiyle vuruyor mu (metal-metale darbe) veya strok bitmeden gereksiz yavaşlayıp geri sekiyor mu? İğne valflerle gerçek yük altında hassas ayar yapın.
3 Aylık
Radyal Yük ve Hizalama Denetimi
Silindir milinde (rod) tek taraflı/asimetrik aşınma, krom kaplama kalkması, parlama veya çizik var mı? Eksen kaçıklığını gidermek için mafsal veya esnek kaplin (floating joint) kullanılmış mı? Mil keçesinde dışarı hava sızıyor mu?
6 Aylık
Hız Ayar Valfi Yönü (Meter-Out)
Silindir sarsıntılı çalışıyorsa, hız ayar valflerinin Meter-In (girişi kısma) yerine doğru olan Meter-Out (egzozdan kısma) mantığıyla bağlanıp bağlanmadığını valf üzerindeki şemalardan teyit edin. Pnömatikte egzozdan kısılır.
Arıza Anında
BRS Proses Mühendislik ve Revizyon Departmanı olarak, fabrikalarınızdaki pnömatik ve hidrolik sistemlerin termodinamik enerji verimliliğini maksimize etmek, gizli sızıntı maliyetlerinizi sıfırlamak ve kritik aktüatörlerinizin mekanik ömrünü uzatmak için detaylı sistem denetimi (audit), personel proaktif bakım eğitimleri, ultrasonik yüksek frekans kaçak tespiti ve ağır hizmet (heavy-duty) aktüatör revizyon hizmetleri sunuyoruz. Kronik olarak arıza veren, yavaş çalışan, OEE değerlerinizi düşüren veya üretim kalitenizi tehlikeye atan aktüatörleriniz için uzman mühendislik ekibimizle projeye özel spesifik çözümler geliştirmek üzere doğrudan iletişime geçebilirsiniz.
Görünürlük ve Başarı Buluştuğu Yer
Proje süresi, işin karmaşıklığına bağlı olarak
değişkenlik gösterir. Basit projeler birkaç hafta sürebilirken, daha
karmaşık
olanlar birkaç aya uzanabilir. Süreler; kapsam, geri bildirim döngüleri ve
müşteri yanıt hızından etkilenir.
Proje süreleri karmaşıklık ve kapsama göre
belirlenir. Küçük projeler birkaç hafta, büyük projeler ise birkaç ay
sürebilir. Süreler proje başlangıcında netleştirilir. Endüstri standardı
araç
ve yöntemler kullanıyoruz.
Hizmet Kategorisi: Hidrolik
Sistem
Müşteri: Endüstriyel Tesisler
Proje Tarihi: 2024
OKlanma: 2025
Konum: Bursa, Türkiye
Hizmetlerimizin Avantajları:
Mevcut marka yönergelerine uyum sağlayabiliriz veya
müşterilerimiz yeni bir kimlik arayışındaysa, bu süreçte de yardımcı
olabiliriz.
Amacımız, tasarımı markanın genel stratejisi ile uyumlu hale getirmektir.